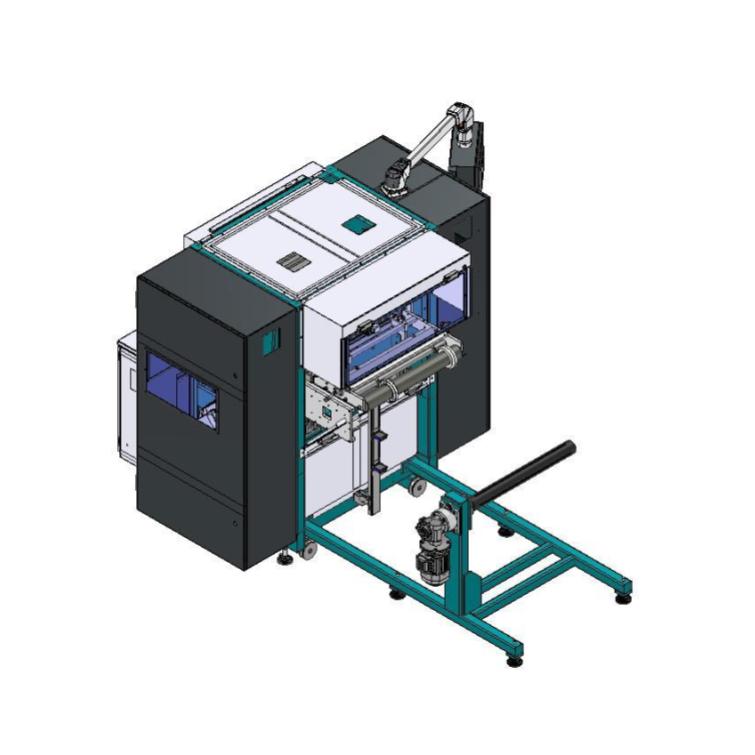
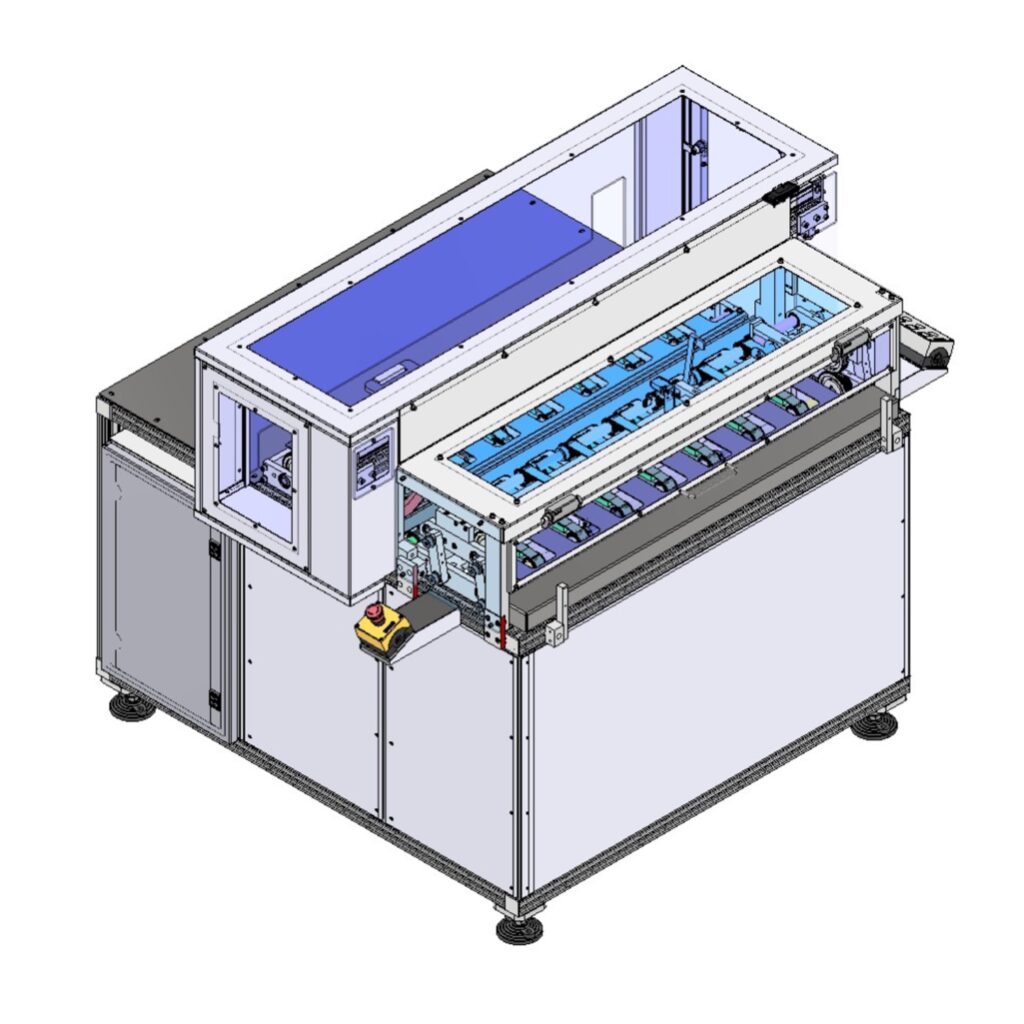
Nel filtro a tasche rigide ci sono due momenti del processo che pesano più di tutti gli altri: la formazione del pacco filtrante minipleat (con la piegatrice a rulli 91XPR abbinata a 95XFP per la formatura, o con la specifica 91XPM) e l’incollaggio del pacco al telaio in plastica con resina epossidica, una fase che SPM gestisce sia con applicazione manuale tramite la 85TST, sia con un’isola completamente robotizzata.
Sull’isola robotizzata vale la pena chiarire un punto che spesso genera aspettative sbagliate: il tempo ciclo del robot è di circa 30 secondi, che teoricamente permetterebbe di superare i 100 filtri/ora. In pratica la produzione si assesta intorno ai 60 filtri/ora, perché il vero collo di bottiglia non è la velocità del robot ma il tempo di maturazione della resina: servirebbe un magazzino di riposo molto più grande per sostenere il ritmo teorico del robot, e nella maggior
parte degli impianti quello spazio semplicemente non c’è. È un dettaglio da considerare in fase di progettazione del layout, prima ancora di scegliere la macchina.
Sul fronte materiali, le macchine SPM non distinguono tra classi di efficienza F7, F8 o F9: il processo di piega e incollaggio resta lo stesso, cambia solo il media filtrante caricato a monte. La gamma dimensionale coperta comprende tutte le misure commerciali standard, oltre a formati personalizzati su specifica del cliente. Questi filtri trovano impiego soprattutto in ambienti dove l’efficienza di filtrazione non può scendere sotto soglia – terapie intensive, sale operatorie, cleanroom farmaceutiche e microelettronica – contesti in cui la costanza geometrica della tasca, più che il volume produttivo, è il vero criterio di scelta del cliente finale.